有限公司")
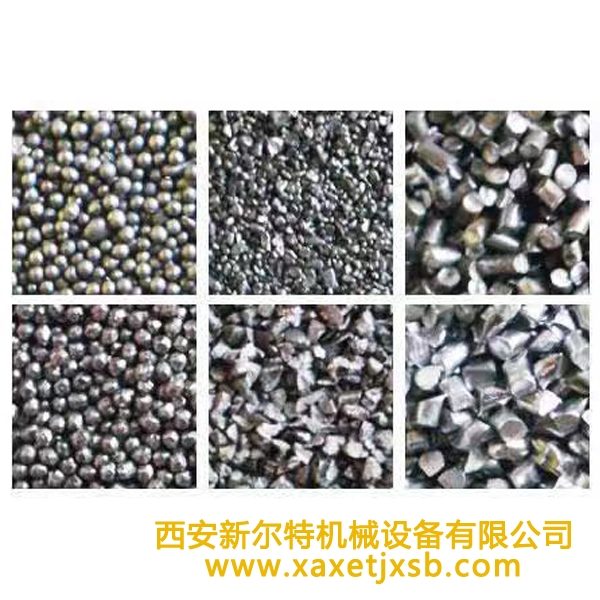
钢丸的清理工件作用明显,钢丸喷丸的速度计质量都能影响受喷工件的表面处理效果。下面简单讲述一下,喷丸对工件的影响。
在生产实践中,要想获得较理想的喷丸表面,应从以下几个方面着手:提供较好的原始表面,Ra值应在6.3mm以下;选择合理的钢丸直径和喷丸压力;在大直径钢丸喷丸强化后,采用较小钢丸低压力(不能改变喷丸强度值)覆盖一次,可达到较好的表面粗糙度。
喷丸后的零件表面应轻微打磨,打磨时要控制表面金属去除量。这样,既不损害喷丸的强化效果,又可改善表面粗糙度。
钢丸强化喷丸会引起零件受喷表面的塑性变形,使零件的表面粗糙度发生变化。表面粗糙度是一种微观几何形状误差,又称为微观不平度。表面粗糙度和表面波度、形状误差一样,都属于零件的几何形状误差,表面粗糙度对于机器零件的使用性能有着重要的影响。
钢丸喷丸对材料表面粗糙度的影响通常在Ra0.6~20mm范围内。在不改变工艺参数的条件下,材料原始表面粗糙度愈高,喷丸后的Ra值愈大。生产实践证明,一般情况下,喷前表面粗糙度在6.3mm以下,喷丸可以提高或维持原表面粗糙度,如果原表面粗糙度在6.3mm以上,则喷丸后表面粗糙度有所降低。